
19 Giugno 2019

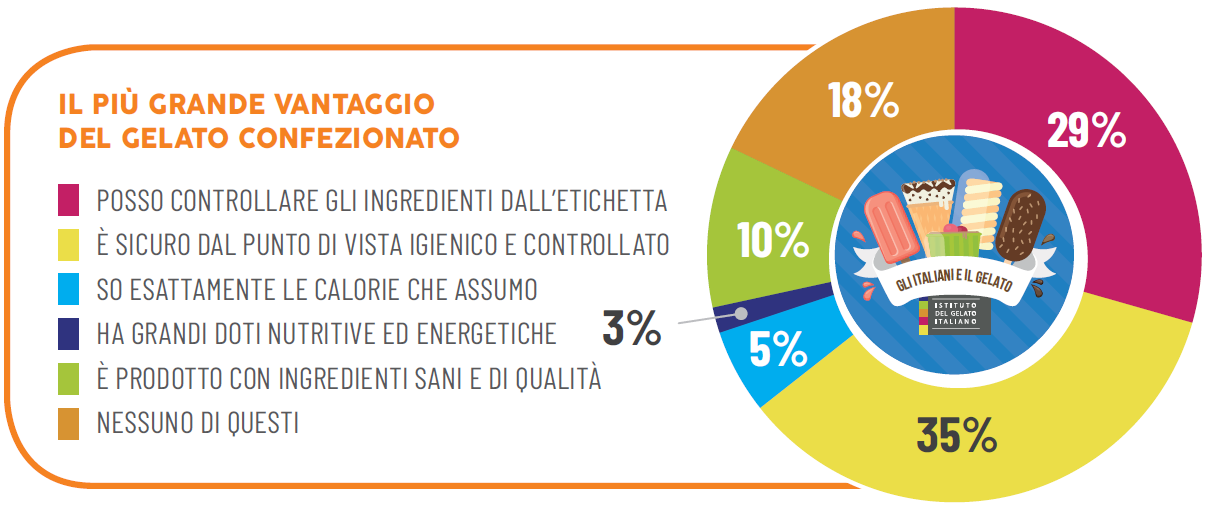
Il gelato rappresenta un vanto per l’Italia: siamo i primi produttori in Europa, seguiti da Germania, Francia e Spagna. Gli analisti di settore la definiscono una “referenza anti ciclica”, che si consuma tutto l’anno, sebbene il picco dei consumi sia naturalmente legato ai mesi estivi. La produzione di gelati industriali nel nostro Paese ha totalizzato nel 2017 le 213.125 tonnellate (Dati Istituto del Gelato Italiano) per un valore complessivo di 2.063,9 milioni di euro. E se il 2017 è stato per il settore dei gelati un anno estremamente positivo (si parla di circa 3 milioni e mezzo di coni, coppette, ghiaccioli & co., per un totale di 3 kg procapite), nel 2018 i risultati hanno rimarcato ancora una volta la bontà del gelato confezionato, ovvero quel gelato pensato dall’industria per rispondere alle esigenze dei consumatori con una produzione costante di prodotti ottimi, sicuri e con gusti vari nel corso di tute le stagioni. Infatti, secondo una recente indagine svolta da Doxa per conto di IGI, il gelato confezionato sembra essere preferito dal campione (35%) perché ritenuto particolarmente controllato e sicuro dal punto di vista igienico, trasparente grazie a un’etichetta chiara (29%), prodotto con ingredienti sani e di qualità (11%) e porzionato in maniera da conoscere esattamente i valori nutrizionali assunti (5%). “Il gelato è un prodotto che ha una rilevante valenza nutrizionale perché contiene nutrienti importanti, come proteine ad alto valore biologico, proteine del latte e dell’uovo, carboidrati semplici,  assorbiti rapidamente, e carboidrati complessi presenti nella cialda del cono, che hanno un assorbimento più lento – spiega Michelangelo Giampietro, nutrizionista e Presidente dell’Istituto del Gelato Italiano – Quello che spinge gli italiani a ‘rivolgersi’ al gelato confezionato è innanzittutto la disponibilità del prodotto, trasversale rispetto alle stagioni. A questo si aggiunge un vantaggio inestimabile: la sicurezza del prodotto industriale privo di possibili contaminazioni”. E c’è di più. Nonostante la quasi totalità degli italiani ami il gelato, sono ancora tanti i dubbi intorno a questo alimento. Secondo l’indagine IGI – Doxa, ad esempio, il 91% è ancora convinto che il gelato industriale contenga conservanti. Nulla di più sbagliato: è il freddo stesso il conservante naturale per eccellenza degli alimenti, ecco perché nel gelato confezionato non vengono mai utilizzati conservanti. Di conseguenza, diventa fondamentale il rigoroso rispetto della catena del freddo per mantenere le migliori qualità organolettiche del gelato.
assorbiti rapidamente, e carboidrati complessi presenti nella cialda del cono, che hanno un assorbimento più lento – spiega Michelangelo Giampietro, nutrizionista e Presidente dell’Istituto del Gelato Italiano – Quello che spinge gli italiani a ‘rivolgersi’ al gelato confezionato è innanzittutto la disponibilità del prodotto, trasversale rispetto alle stagioni. A questo si aggiunge un vantaggio inestimabile: la sicurezza del prodotto industriale privo di possibili contaminazioni”. E c’è di più. Nonostante la quasi totalità degli italiani ami il gelato, sono ancora tanti i dubbi intorno a questo alimento. Secondo l’indagine IGI – Doxa, ad esempio, il 91% è ancora convinto che il gelato industriale contenga conservanti. Nulla di più sbagliato: è il freddo stesso il conservante naturale per eccellenza degli alimenti, ecco perché nel gelato confezionato non vengono mai utilizzati conservanti. Di conseguenza, diventa fondamentale il rigoroso rispetto della catena del freddo per mantenere le migliori qualità organolettiche del gelato.
PARLIAMO DI PRODUZIONE
Il gelato industriale viene realizzato attraverso un processo che possiamo schematizzare in 9 fasi essenziali: miscelazione, omogeneizzazione, pastorizzazione, raffreddamento,  maturazione, congelamento, formatura, indurimento, confezionamento. “Iniziamo con la miscelazione dei diversi ingredienti e la produzione di una crema liquida che viene omogeneizzata, così da risultare liscia e cremosa – racconta in maniera precisa e dettagliata Giovanna Rufo, tecnologa alimentare tra gli esperti dell’Istituto del gelato Italiano e responsabile dell’area normativa alimentare per AIDEPI (Associazione delle Industrie del Dolce e della Pasta Italiane) – L’omogeneizzazione è una fase molto importante per la qualità finale del prodotto e in modo particolare per tutte le miscele che contengono grassi. Questa fase viene realizzata con macchine che, applicando una elevata pressione, fanno passare la miscela attraverso un orifizio di dimensioni inferiori al micron in modo da ridurre la dimensione delle particelle di grasso. La miscela viene quindi pastorizzata per eliminare i microrganismi patogeni eventualmente presenti. Un veloce raffreddamento nella sezione fredda del pastorizzatore deve portare la miscela cremosa a una temperatura di almeno 4 °C. La permanenza a questa temperatura facilita l’amalgamazione dei vari ingredienti, dando luogo così alla maturazione della miscela. Gli
maturazione, congelamento, formatura, indurimento, confezionamento. “Iniziamo con la miscelazione dei diversi ingredienti e la produzione di una crema liquida che viene omogeneizzata, così da risultare liscia e cremosa – racconta in maniera precisa e dettagliata Giovanna Rufo, tecnologa alimentare tra gli esperti dell’Istituto del gelato Italiano e responsabile dell’area normativa alimentare per AIDEPI (Associazione delle Industrie del Dolce e della Pasta Italiane) – L’omogeneizzazione è una fase molto importante per la qualità finale del prodotto e in modo particolare per tutte le miscele che contengono grassi. Questa fase viene realizzata con macchine che, applicando una elevata pressione, fanno passare la miscela attraverso un orifizio di dimensioni inferiori al micron in modo da ridurre la dimensione delle particelle di grasso. La miscela viene quindi pastorizzata per eliminare i microrganismi patogeni eventualmente presenti. Un veloce raffreddamento nella sezione fredda del pastorizzatore deve portare la miscela cremosa a una temperatura di almeno 4 °C. La permanenza a questa temperatura facilita l’amalgamazione dei vari ingredienti, dando luogo così alla maturazione della miscela. Gli 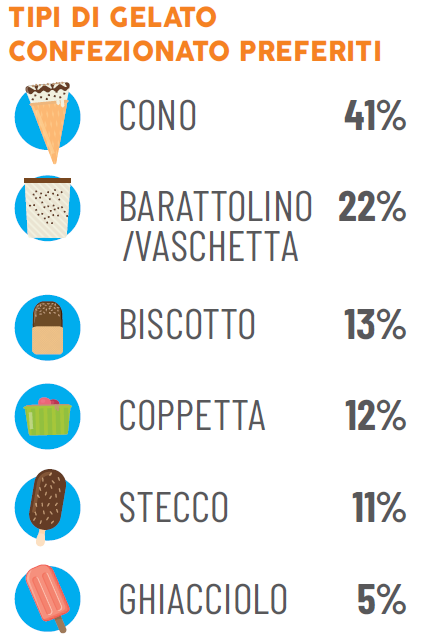 ingredienti sensibili al calore come estratti aromatici, coloranti, puree e yogurt, vengono aggiunti dopo la pastorizzazione, per mantenere le loro caratteristiche qualitative. Successivamente, la miscela gelato è trasferita dal serbatoio di stoccaggio al congelatore in cui, attraverso l’effetto combinato di tre azioni (agitazione, immissione di aria nella miscela e raffreddamento) si realizza la giusta consistenza del gelato. La forma sarà poi data da stampi, vaschette, coni ecc, nei quali viene traferita la miscela gelato alla quale sono aggiunti altri eventuali componenti di decoro (frutta, granelle, cioccolato ecc..). A questo punto c’è la fase finale di indurimento in cui il gelato raggiunge la temperatura di -23/-25 °C; in questo modo circa l’80% dell’acqua si trasforma in piccolissimi cristalli di ghiaccio conferendo al gelato la struttura ottimale. Segue quindi il confezionamento il cui ruolo principale è quello di contenere il prodotto, di proteggerlo, di conservarlo oltre che di valorizzarlo. Dopo il confezionamento, il gelato viene trasferito nella cella di stoccaggio dove viene conservato a basse temperature, solitamente almeno -18 °C”.
ingredienti sensibili al calore come estratti aromatici, coloranti, puree e yogurt, vengono aggiunti dopo la pastorizzazione, per mantenere le loro caratteristiche qualitative. Successivamente, la miscela gelato è trasferita dal serbatoio di stoccaggio al congelatore in cui, attraverso l’effetto combinato di tre azioni (agitazione, immissione di aria nella miscela e raffreddamento) si realizza la giusta consistenza del gelato. La forma sarà poi data da stampi, vaschette, coni ecc, nei quali viene traferita la miscela gelato alla quale sono aggiunti altri eventuali componenti di decoro (frutta, granelle, cioccolato ecc..). A questo punto c’è la fase finale di indurimento in cui il gelato raggiunge la temperatura di -23/-25 °C; in questo modo circa l’80% dell’acqua si trasforma in piccolissimi cristalli di ghiaccio conferendo al gelato la struttura ottimale. Segue quindi il confezionamento il cui ruolo principale è quello di contenere il prodotto, di proteggerlo, di conservarlo oltre che di valorizzarlo. Dopo il confezionamento, il gelato viene trasferito nella cella di stoccaggio dove viene conservato a basse temperature, solitamente almeno -18 °C”.
IL RUOLO DELL’ESERCENTE
L’esercente deve porre particolare attenzione al rispetto delle temperature di trasporto da parte dei propri fornitori. “Durante il trasporto – continua la tecnologa alimentare – la temperatura del gelato dovrebbe rimanere intorno ai -18 °C, ferme restando le tolleranze attualmente previste. È inoltre importante osservare l’integrità delle confezioni e l’assenza di brina. Consiglio anche di verificare che le procedure di scarico della merce avvengano in tempi rapidi per evitare fluttuazioni della temperatura di conservazione. Stesso consiglio si applica anche alle fasi di vendita del gelato al consumatore in cui il tempo di apertura del banco freezer dovrà essere il più basso possibile. Inoltre, tutti i gelati riportano il TMC (termine minimo di conservazione) che indica la data fino alla quale il gelato mantiene intatte le sue caratteristiche, se conservato in condizioni adeguate”.
Se l'articolo ti è piaciuto rimani in contatto con noi sui nostri canali social seguendoci su:
Oppure rimani sempre aggiornato sul mondo del fuori casa iscrivendoti alla nostra newsletter!
POTREBBERO INTERESSARTI ANCHE
08/08/2025
Hai mai sognato di shakerare sotto il sole dei tropici, ma con un distillato d’uva che parla veneto stretto? Di costruire un tiki drink con il carattere aromatico e deciso delle Prime Uve Bianche o...
07/08/2025
Un progetto esclusivo nel cuore di Firenze, tra design d’autore, una storia rinascimentale e una drink list ispirata ai segreti della città.Un palazzo cinquecentesco nel quartiere di...
06/08/2025
Bazzara e il main sponsor Mixer fanno squadra per il Trieste Coffee Experts, il più importante summit B2B extra-fieristico dedicato al mondo del caffè in Italia, che si...
05/08/2025
Un progetto che unisce inclusione sociale, formazione professionale e promozione della gastronomia locale. Si chiama “Fai la differenza Chef! La cucina di...
Ennesimo riconoscimento per il Gruppo San Benedetto che si conferma, per il decimo anno consecutivo, leader assoluto in Italia nel mercato del beverage analcolico. A certificare questo successo...
Torna a novembre Artisans of Taste, la competizione dedicata ai professionisti della mixology ideata da Diplomático Rum. L’obiettivo è valorizzare i bartender più talentuosi e appassionati,...
Bazzara e il main sponsor Mixer fanno squadra per il Trieste Coffee Experts, il più importante summit B2B extra-fieristico dedicato al mondo del caffè in Italia, che si...
Un progetto che unisce inclusione sociale, formazione professionale e promozione della gastronomia locale. Si chiama “Fai la differenza Chef! La cucina di...
Ennesimo riconoscimento per il Gruppo San Benedetto che si conferma, per il decimo anno consecutivo, leader assoluto in Italia nel mercato del beverage analcolico. A certificare questo successo...
Ennesimo riconoscimento per il Gruppo San Benedetto che si conferma, per il decimo anno consecutivo, leader assoluto in Italia nel mercato del beverage analcolico. A certificare questo successo...
Torna a novembre Artisans of Taste, la competizione dedicata ai professionisti della mixology ideata da Diplomático Rum. L’obiettivo è valorizzare i bartender più talentuosi e appassionati,...
Bazzara e il main sponsor Mixer fanno squadra per il Trieste Coffee Experts, il più importante summit B2B extra-fieristico dedicato al mondo del caffè in Italia, che si...
Un progetto che unisce inclusione sociale, formazione professionale e promozione della gastronomia locale. Si chiama “Fai la differenza Chef! La cucina di...


Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante Osteria San Giovanni...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante Osteria San Giovanni...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante Osteria San Giovanni...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante...
Il Lunedì di Mixer è tornato. Ogni settimana un appuntamento fisso con le ricette (e i consigli) di Giacomo Fiume, founder di The World of Distillery, oltre che del ristorante Osteria San Giovanni...

È andata all'amaro Amara la medaglia d'oro della Spirits Selection del Concours Mondial de Bruxelles: il riconoscimento, ottenuto a due anni di distanza da quello al World Liqueur Awards, è frutto...
I NOSTRI PORTALI
Quine srl
Direzione, amministrazione, redazione, pubblicità
Tel. +39 02 864105 | Fax +39 02 72016740 | P.I.: 13002100157
©2025 - Tutti i diritti riservati - Responsabile della protezione dati: dpo@lswr.it
Privacy Policy





.png "Quando i vostri ospiti si sentono bene, tornano sorridenti")


(1).png "More than a rum: This is the taste of a 300 year old legacy")




